



Основные системы промышленных литейных сплавов
Алюминий промышленной чистоты имеет важное применение: высокую электропроводность алюминия используют в кольцах коллекторов и электрических шинах, отливаемых вместе со стальными сердечниками для изготовления роторов электромоторов определенных типов. Минимальная электропроводность алюминия чистотой 99,7, 99,5 и 99,0 % составляет соответственно 60, 59 и 56 % IACS (Международный стандарт на отожженную медь).
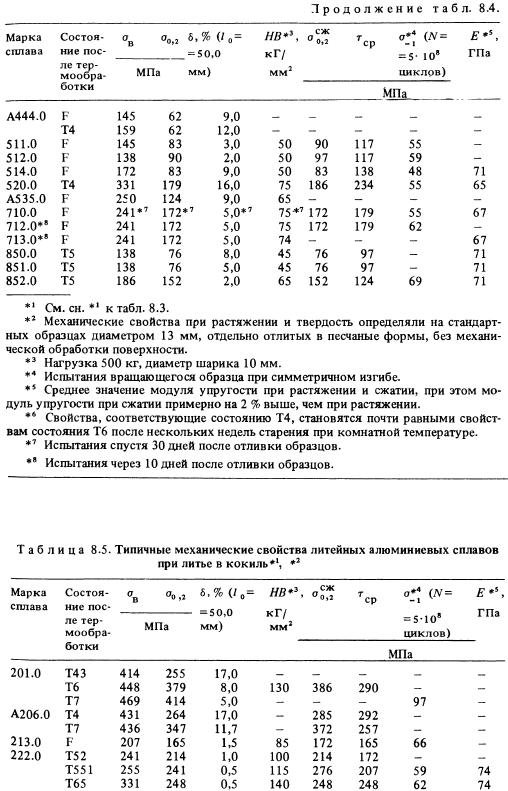
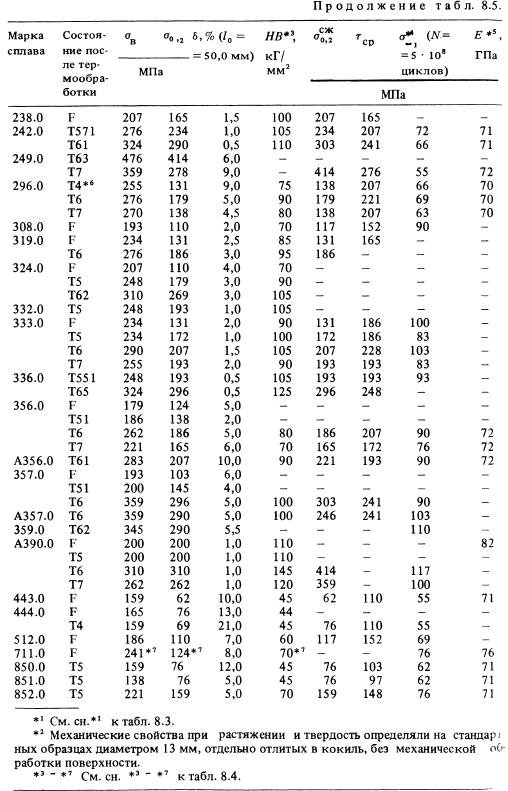
Сплавы Al-Cu. Первый литейный алюминиевый сплав, использованный в США, содержал 1 % Cu и был известен под маркой 12. Сплавы 112 и 212 с добавками цинка или кремния (наряду с медью) впоследствии заменили сплав 12, а позже вместо этих сплавов стали использовать сплавы 113 и СПЗ (в настоящее время СПЗ имеет марку 213). В наши дни ни один из этих пяти сплавов не пользуется популярностью. Добавки меди к Al-Si сплавам, таким как 319 и 333, позволяют получить довольно высокие механические свойства, более низкую плотность и прекрасные литейные характеристики. Типичные механические свойства большинства литейных сплавов (при литье в песчаные формы, в кокиль и литье под давлением) приведены в табл. 8.4-8.6 соответственно.
Значительное расширение использования алюминиевых отливок связано с разработкой термически упрочняемого Al-Cu сплава 295, что позволило значительно повысить механические свойства по сравнению с ранее существовавшими сплавами. Позднее была разработана модификация этого сплава с 4,5 % Cu для лить в кокиль. Сплав В96 (старая марка 195) содержит 0,5 % Si, что улучшает сопротивление горячим трещинам. Оба сплава (205 и 296) в настоящее время применяют редко, они почти полностью заменены сплавами 355 и 356, имеющими аналогичные механические свойства, но меньшую плотность, лучшую коррозионную стойкость и прекрасные литейные характеристики.


Сплав 222 с наиболее высоким содержанием меди (10%) был разработан для изготовления поршней двигателей внутреннего сгорания. Однако позднее он был заменен для этих целей сплавами 332, 336 и 339 и в меньшей степени сплавами 242 и А242. Сплав 238 используют исключительно для изготовления литых корпусов ручных электрических утюгов; он обладает необходимой высокой твердостью при повышенных температурах. Сплавы 240, 242, А242 и 243 также имеют высокие прочность и твердость при повышенных температурах. Их применяют для изготовления поршней дизельных двигателей и головок цилиндров авиационных двигателей воздушного охлаждения.
Разработанные сплавы 201, А206, 224 и 249 обладают значительными преимуществами по прочностным свойствам по сравнению со всеми ранее использованными сплавами. Они применяются для изготовления высококачественных литых деталей летательных аппаратов. Все перечисленные Al-Cu сплавы имеют пониженную жидкотекучесть по сравнению с любым из сплавов с более высоким содержанием кремния, поэтому для получения плотных, беспористых отливок необходима литниковая система, которая обеспечивала бы хорошее заполнение формы жидким металлом. Кроме того, из этих сплавов трудно изготовить герметичные детали сложной формы, так как они имеют относительно высокую склонность к образованию кристаллизационных трещин. В полностью состаренном состоянии указанные сплавы также склонны к коррозионному растрескиванию.
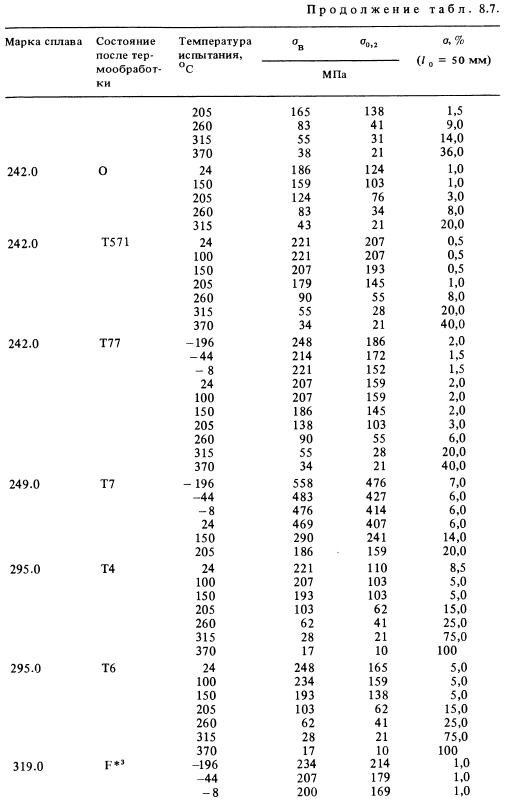
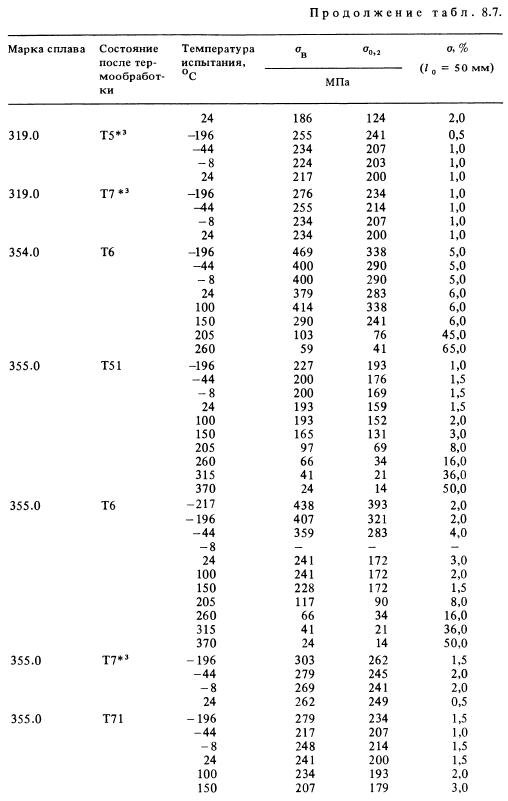
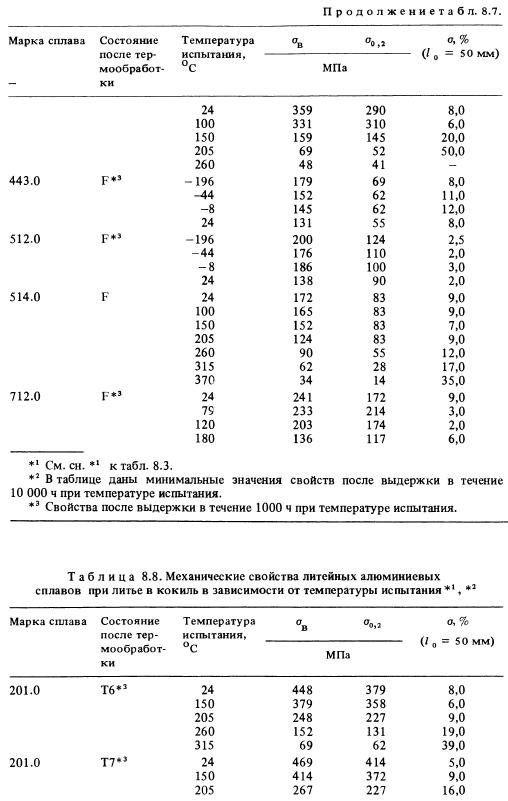
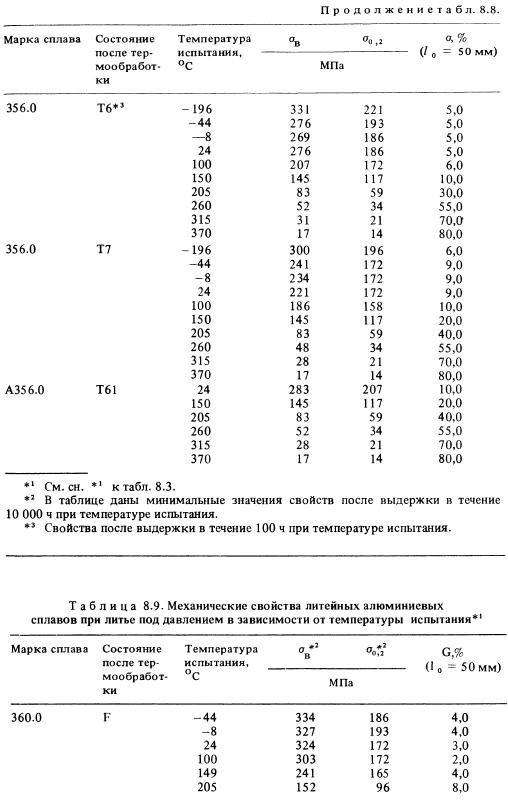
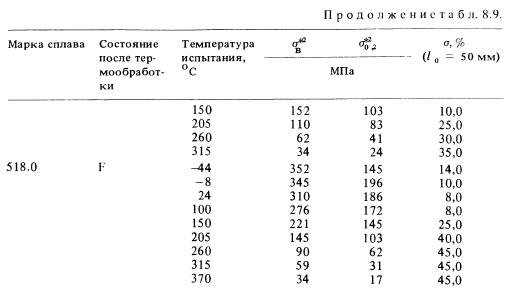
В табл. 8.7-8.9 приведены механические свойства некоторых литейных сплавов при повышенных и низких температурах. Эти данные свидетельствуют о том, что медь повышает прочность при повышенных температурах. Из этих таблиц видно также, что при изменении температур испытания от комнатной до -196 °C временное сопротивление разрыву при растяжении и предел текучести увеличиваются, а относительное удлинение либо не меняется, либо незначительно снижается.




Сплавы Al-Mg. В эту группу входят четыре двойных сплава и модификация трех из этих сплавов. Для сплавов этой группы характерны высокая коррозионная стойкость, хорошая обрабатываемость резанием и привлекательный внешний вид после анодирования. По сравнению с Al-Si сплавами при изготовлении отливок из Al-Mg сплавов необходимы заливка под давлением в форму, тщательное соблюдение местоположения и размеров выпоров, а также использование холодильников для получения плотных отливок. Плавку и разливку этих сплавов, вследствие их повышенной окисляемости, следует вести в контролируемых условиях.
Сплав 514 является двойным сплавом с 4 % Mg; обычно его отливают в песчаные формы. Литейные характеристики сплавов типа 514 несколько улучшают введением добавок цинка или кремния. Из сплава 513 (4 % Mg; 1,8 % Zn) могут быть изготовлены методами литья в кокиль и под давлением детали несложной конфигурации. Сплав 512 (0,4 % Mg; 1,8 % Si) обычно используют для литья в песчаные формы, но его можно отливать также и в кокиль. Для литья в песчаные формы предназначен также сплав 511 (4 % Mg ; 0,5 % Si). Добавка кремния несколько снижает прочностные свойства, но в данном случае это не имеет особого значения, поскольку указанные сплавы обычно используют для деталей, основным требованием для которых является коррозионная стойкость или декоративный вид.
Сплавы 535 (7 % Mg; 0,2 % Mn) и В535 (7 % Mg) обычно отливают в песчаные формы. Оба сплава имеют высокие прочностные свойства без термической обработки, и они пригодны для использования в сварных узлах. Сплавы 518 (8 % Mg) и А535 (аналог сплава 535, но менее чистый по примесям) предназначены для литья под давлением, однако расплавы их склонны к окислению и имеют пониженную жидкотекучесть по сравнению со сплавами, легированными кремнием. Эти сплавы используют в случаях, когда необходимы высокая коррозионная стойкость и хороший внешний вид изделий.
Прекрасным сочетанием прочности, пластичности и ударной вязкости обладает сплав 520-Т4 (10 % Mg). Он предназначен для литья в песчаные формы; для обеспечения высоких прочностных свойств необходимы мелкозернистая структура и практически полная очистка от водорода и натрия. Наилучшее сопротивление коррозии под напряжением достигается при закалке в масле или ступенчатой закалкой в воде. Даже незначительный нагрев термически обработанного сплава существенно снижает прочностные свойства при комнатной температуре и сопротивление коррозионному растрескиванию. Сплав 520-Т4 склонен к старению при температурах незначительно выше комнатной, а также при солнечном нагреве, поэтому по истечении некоторого времени у него снижаются пластичность и ударная вязкость.
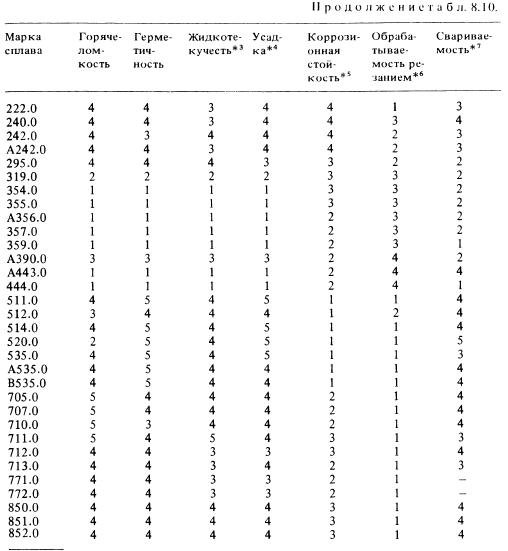
Сплавы Al-Si (эвтектические и доэвтектические). Сплавы, в которых кремний является основным легирующим элементом, составляют самую важную группу промышленных литейных сплавов (силумины) благодаря прекрасным литейным свойствам по сравнению с другими сплавами. Физические и механические свойства этих сплавов находятся в широких пределах, что дает возможность выбора сплава с необходимыми параметрами. Литейные и коррозионные характеристики, данные по обрабатываемости резанием и свариваемости этих сплавов приведены в табл. 8.10—8.12.



В двойных Al-Si сплавах высокая коррозионная стойкость сочетается с хорошей свариваемостью и малой плотностью. Хотя отливки из этих сплавов несколько труднее обрабатывать резанием, чем сплавы систем Al-Cu или Al-Mg, все операции резания вполне отработаны, причем обычно используют твердосплавный режущий инструмент и соответствующие охлаждающие жидкости и смазки. Установлено, что алмазные резцы имеют гораздо более высокую стойкость при обработке сплавов системы Al-Si.
Сплав 443 (5,3 % Si) может быть использован при изготовлении всеми методами литья деталей, для которых высокая коррозионная стойкость, пластичность и герметичность более важны, чем прочностные характеристики. При литье под давлением сплавы 413 и А413 (12 % Si) также имеют высокую коррозионную стойкость, но превосходят сплав 443 в отношении литейных свойств и герметичности. Сплав А444 (7 % Si) с добавкой железа (0,2 % Fe) обладает высокой коррозионной стойкостью и отличается повышенной пластичностью при литье в кокиль после термической обработки по режиму Т4. Этот сплав используют в тех случаях, когда первостепенную важность имеет сопротивление ударным нагрузкам.
Сплавы 413, 443 и 444 составляют важную группу двойных Al-Si сплавов. Однако основными промышленными литейными сплавами являются сплавы другой группы, в которых хорошие литейные свойства достигаются за счет легирования кремнием, а добавка меди повышает прочность и улучшает обрабатываемость резанием. При этом несколько снижаются пластичность и коррозионная стойкость. Сплав 319 (6 % Si; 3,5 % Cu) используют главным образом для изготовления деталей общего назначения методом литья в песчаные формы. Его можно применять также и для кокильного литья. Сплав 380 (8,5 % Si; 3,5 % Cu) предназначен для литья под давлением. Для литья в кокиль разработан сплав 333 (9,0 % Si; 3,5 % Cu). Отливки большой номенклатуры из указанных сплавов применяют только в литом состоянии (без термической обработки). Некоторые отливки подвергают термической обработке до состояния Т5 для повышения твердости, улучшения обрабатываемости резанием и размерной стабильности. Прочность сплавов 319 и 333 может быть значительно повышена полной термической обработкой до состояния Т6. Сплав 380, как и некоторые другие сплавы для литья под давлением, мог бы иметь преимущества в состоянии Т6 или Т7. Однако сущность процесса литья под давлением такова, что при нагреве под закалку в отливках наблюдается склонность к образованию пузырей, поэтому указанные состояния неприменимы для таких сплавов.
В другую группу сплавов для литья под давлением входят сплавы 308, 333, 383 и 384 и модификации этих сплавов, содержащие до 3 % Zn и другие элементы примесей. Сравнительная оценка литейных свойств, коррозионной стойкости, обрабатываемости резанием и свариваемости литейных сплавов, предназначенных для литья в кокиль и под давлением, дана в табл. 8.11, 8.12.
Сплавы системы Al-Si, упрочняемые выделениями Mg2Si, образуют еще одну группу сплавов, среди которых наиболее широко применяют сплав 356 (7 % Si ; 0,3 % Mg) и его модификацию более высокой чистоты — сплав А356. Вся группа этих сплавов (Al-Si-Mg) имеет прекрасные литейные свойства, герметичность, свариваемость и коррозионную стойкость. Для обеспечения различных сочетаний прочностных и физических свойств, которые важны в ряде случаев, например для деталей самолетов и автомобилей, эти сплавы подвергают термической обработке. Сплав 357 по составу близок к сплаву 356, но содержит больше магния (0,5 %). Посредством термической обработки в нем может быть достигнут более высокий уровень прочности.
Сплавы А356 и А357 представляют собой модификации сплавов 356 и 357 повышенной чистоты; в сплаве А357 присутствует также небольшая добавка бериллия. Оба сплава за счет повышения чистоты имеют более высокую пластичность, чем их исходные аналоги. Среди сплавов, обеспечивающих высококачественное литье в песчаные формы и в кокиль, сплавы А356 и А357 предназначены для использования в оборонной и авиационной промышленности.
Другими сплавами системы Al-Si-Mg2Si являются сплав 359 (9 % Si; 0,6 % Mg) и предназначенный для литья под давлением сплав 360 (10,5 % Si; 0,5 % Mg), а также сплавы А360 (с более низким содержанием железа, чем в сплаве 360) и 364 (8,5 % Si; 0,3 % Mg; 0,4 % Cr; 0,03 % Be), в которых высокий уровень прочности и пластичности сочетается с хорошими литейными характеристиками. Коррозионная стойкость всех сплавов этой группы выше, чем у сплавов общего назначения 319 и 380, рассмотренных ранее.
Ряд сплавов системы Al-Si легирован одновременно магнием и медью, что позволяет, используя термическую обработку, значительно повысить свойства по сравнению со сплавами, содержащими только одну из этих добавок. Однако повышение прочности сопровождается некоторым снижением пластичности и коррозионной стойкости. Типичным представителем этой группы сплавов является сплав 355 (5 % Si; 1,3 % Cu; 0,5 % Mg) и модификация этого сплава С355 (для высококачественного литья). Из сплава С355 изготавливают корпуса компрессоров, ротора и крыльчатки компрессоров. Если основным требованием при выборе сплава являются высокие прочностные свойства, то применяют сплав 354 в термообработанном состоянии (9 % Si; 1,8 % Cu; 0,5 % Mg).
Для изготовления поршней автомобильных двигателей внутреннего сгорания используют отливки из сплава 332 (9,5 % Si; 3 % Cu; 1 % Mg), полученные литьем в кокиль. Для дизельных двигателей и двигателей более высокой мощности часто применяют сплав 336 с большим содержанием кремния, легированный никелем (12 % Si; 2,5 % Ni; 1 % Cu; 1 % Mg). Этот сплав имеет повышенную жаропрочность, более низкий коэффициент линейного расширения и хорошую износостойкость. Обычно поршни термически обрабатывают по режиму Т5 (или по режимам, соответствующим разновидностям режима Т5, например, Т551) для повышения твердости, улучшения обрабатываемости резанием и размерной стабильности.
При литье сплавов системы Al-Si в песчаные формы и в кокиль часто необходимо модифицирование эвтектики для повышения прочности, пластичности, герметичности и лучшей обрабатываемости резанием. Традиционный способ модифицирования - введение в расплав малых добавок натрия (0,001-0,003 %); в настоящее время используют и другие добавки, которые описаны далее в этой главе.
Заэвтектические Al-Si сплавы. К этой группе относятся сплавы с содержанием кремния свыше 12 %. Эти сплавы имеют прекрасную износостойкость, пониженный коэффициент линейного расширения и очень хорошие литейные свойства. Однако указанные сплавы нашли лишь ограниченное применение из-за наличия в структуре очень твердой кремниевой составляющей, которая значительно снижает стойкость режущего инструмента. Кроме того, еще недостаточно ясны специфика производства и особые требования к сплавам этой системы, необходимые для точного контроля микроструктуры и пористости отливок, которые существуют для доэвтектических промышленных силуминов.
Заэвтектические Al-Si сплавы используют в Европе в течение многих лет для поршней двигателей внутреннего сгорания и других аналогичных случаев эксплуатации деталей при повышенных температурах. В США на протяжении ряда лет для таких целей применяют сплав 393 (22 % Si; 2,3 % Ni; 1,3 % Cu; 1 % Mg; 0,1 % V).
В начале 70-х годов из сплава 390 методом литья под давлением был изготовлен первый цельноалюминиевый блок двигателя без стальных гильз или гальванопокрытий на камере сгорания. С тех пор в Европе были разработаны и выпущены в производство двигатели для пяти марок автомобилей, пользующихся наибольшим спросом, в которых использован сплав 390, и камера сгорания без покрытий. Быстро растущее применение сплава 390 (17 % Si; 4,5 % Cu; 0,5 % Mg) объясняется его высокой износостойкостью и прочностью. В настоящее время сплав 390 широко используют в небольших двигателях (например, для цепных пил), для шайб компьютерных дисков, поршней компрессоров воздушного охлаждения, тормозных цилиндров, насосов и других деталей автоматических передач.
Заэвтектические Al — Si сплавы обладают прекрасной жидкотекучестью и отличной обрабатываемостью резанием с точки зрения качества поверхности и характера образующейся стружки. Разработка режущего инструмента с поликристаллическими алмазными насадками разрешила проблему низкой износостойкости резцов при обработке этих сплавов. Для обеспечения наилучшей обрабатываемости резанием, необходимых механических свойств и эксплуатационных качеств деталей из заэвтектических силуминов необходима соответствующая обработка расплава, позволяющая регулировать размер частиц первичного кремния. Эту обработку, называемую рафинированием, производят введением в расплав сотых долей процента фосфора, который играет роль затравки для выделений первичного кремния при затвердевании. Установлено, что размер частиц первичного кремния в сплаве, подвергавшемся рафинированию, составляет всего 8-10 % по сравнению с размерами этих частиц в нерафинированном сплаве. При литье под давлением заэвтектических силуминов рафинирование необязательно, поскольку благодаря быстрому затвердеванию и турбулентности расплава создаются условия для образования мелкозернистой структуры. Следует иметь в виду, что перед проведением рафинирования необходимо удалить из расплава натрий, так как он образует с фосфором фосфид натрия, при этом уничтожается рафинирующий эффект фосфора.
Сплавы Al-Zn. Сплавы этой системы имеют ряд привлекательных свойств, но и некоторые трудности в литье. Обычно эти сплавы имеют хорошую обрабатываемость резанием и высокую температуру плавления (температуру солидуса), что делает их пригодными для использования в узлах, соединениямых пайкой. Прочность этих сплавов в литом состоянии довольно существенно повышается в результате естественного старения при комнатной температуре в течение относительно короткого периода времени. При литье в песчаные формы необходима тщательно спроектированная и отработанная литниковая система для обеспечения направленной кристаллизации и достаточного питания формы расплавом с целью получения доброкачественной отливки. Литье в кокиль для этих сплавов затруднено из-за образования горячих трещин практически во всех случаях, кроме отливок простейшей формы.
Прочностные свойства отливок из сплавов системы Al-Zn-Mg в литом состоянии (F) быстро изменяются в течение первых нескольких недель вылеживания при комнатной температуре вследствие естественного старения. По истечении этого срока старение продолжается с постоянно убывающей скоростью. Сплавы этой системы могут быть термически обработаны по режимам Т6 и T7. Применение Al-Zn сплавов, прочность которых в значительной степени возрастает при естественном старении без дополнительной термической обработки, целесообразно для отливок такой формы, которые невозможно подвергнуть закалке без образования трещин или коробления.
Сплавы Al-Sn. Сплавы с оловом разработаны для тяжело нагруженных подшипников и втулок, для которых важна усталостная прочность. Важной характеристикой этих сплавов является коррозионная стойкость в среде смазочных масел в двигателях внутреннего сгорания. С этой точки зрения Al-Sn сплавы превосходят по коррозионной стойкости многие другие подшипниковые материалы. Все четыре сплава этой группы можно использовать для литья как в песчаные формы, так и в кокиль. Однако, учитывая значительную склонность этих сплавов к образованию горячих трещин, для получения качественных отливок необходим тщательный контроль литниковой системы и технологии литья.
Отливки из сплава типа 850 обычно обрабатывают по режиму Т5 для повышения прочности при сжатии. Некоторые отливки в состоянии Т5 подвергают холодному обжатию в осевом направлении на 4 % (состояние T101), что значительно повышает предел текучести при сжатии. Сплавы 850 и 851 используют главным образом для шатунов и картеров дизельных двигателей. Сплавы 852 и 853 имеют более высокие предел текучести при сжатии и твердость, они применяются для изготовления опор подшипников тяжело нагруженных транспортных средств.