



Охлаждение сплавов при закалке
Во многих случаях охлаждение от температуры нагрева под закалку является самой ответственной операцией в цикле термообработки. Цель закалки - фиксация твердого раствора, образованного при высокой температуре, посредством быстрого охлаждения до температуры, обычно близкой к комнатной. Это относится не только к сохранению в твердом растворе атомов легирующих компонентов, но и определенного минимального числа вакансий, что способствует ускорению низкотемпературной диффузии, необходимой для образования зон. Растворенные атомы, выделяющиеся по границам зерен в виде дисперсоидов или других частиц, а также вакансии, мигрирующие с исключительно высокой скоростью р участки с наибольшим искажением кристаллической решетки, не вносят свой вклад в последующее упрочнение.
Максимальные прочностные свойства и наилучшее сочетание прочности и вязкости достигаются после закалки с высокими скоростями охлаждения. Коррозионная стойкость и сопротивление коррозионному растрескиванию обычно повышаются при увеличении скорости охлаждения. Некоторые сплавы, применяемые в искусственно состаренном состоянии, в частности сплавы серии 7ХХХ, не содержащие меди, являются исключением из этого правила. Аргументы в пользу максимальной скорости не без недостатков, поскольку как поводка, так и остаточные напряжения возрастают с повышением скорости охлаждения. Кроме того, величина максимально достижимой скорости охлаждения уменьшается по мере увеличения толщины детали. Для понимания и прогнозирования влияния условий охлаждения и формы детали на свойства проведены многочисленные исследования.
Критический интервал температур. Принципы закалки дисперсионно твердеющих сплавов основаны на теории образования зародышей применительно к реакциям, происходящим в твердом состоянии и контролируемым процессом диффузии. Влияние температуры на кинетику старения зависит в основном от степени пересыщения и скорости диффузии. Эти факторы меняются с температурой диаметрально противоположно, как показано на рис. 5.15 для сплава состава C1 двойной системы с кривой сольвуса Cs. Степень пересыщения после закалки (C1-Cs) представлена кривой S, а скорость диффузии - кривой D. Если значения S или D малы, то скорость выделения (кривая Р) незначительна. При промежуточных температурах оба фактора, контролирующие скорость распада, действуют благоприятно, в результате чего возможна высокая скорость распада.

Финк и Уиллей первыми сделали попытку описать влияние скорости охлаждения при закалке на свойства алюминиевых сплавов. Используя метод изотермической закалки, они построили С-кривые изменения прочности сплава 7075-Т6 и коррозионной стойкости сплава 2024-Т4. C-кривые представляют собой геометрическое место точек, соответствующих выдержкам при различных температурах, которые необходимы для того, чтобы из твердого раствора выделялось достаточное количество легирующих элементов и либо понизилась прочность, либо произошли изменения в коррозионном поведении, например вместо питтинговой коррозии наблюдалась бы межкристаллитная. Анализ полученных кривых позволяет выбрать интервал температур, обеспечивающий наиболее высокую скорость распада. Финк и Уиллей назвали этот интервал критическим температурным интервалом.
Критический температурный интервал используют для сравнительной оценки чувствительности сплавов к условиям охлаждения. Для большого числа промышленных термически упрочняемых сплавов построены зависимости прочности от скорости охлаждения посредством закалки листов и плит различной толщины в разных средах, благодаря чему использован широкий спектр скоростей охлаждения в критическом температурном интервале. Типичные кривые изменения прочности для нескольких сплавов представлены на рис. 5.16. Снижение прочности при уменьшении скорости охлаждения различно для сплавов разного состава. При сравнении двух сплавов один из них с более высокой прочностью в листах или тон костенных профилях может иметь более низкие значения прочности в толстых плитах, массивных профилях или поковках. Относительное изменение прочности сплава при данной скорости охлаждения меняется в зависимости от состояния материала. Эти факторы оказывают существенное влияние на выбор сплава и состояние в каждом конкретном случае.

Анализ закалочного фактора. Для случаев, когда скорость охлаждения не меняется плавно, средняя скорость охлаждения и критический температурный интервал являются только качественными характеристиками при прогнозировании влияния скорости охлаждения и могут быть приняты как первое приближение. В связи с этим была разработана специальная методика, известная как анализ закалочного фактора. В соответствии с этой методикой используется информация всей С-кривой. Кинетика распада при непрерывном охлаждении описывается уравнением

где е — доля распавшегося твердого раствора; К — постоянная, тогда

где t — время; С — критическая выдержка как функция температуры (геометрическим методом критических выдержек является С-кривая).
Когда т=1, доля распавшегося раствора % при данной температуре определяется отрезком до С-кривой от оси ординат. Интегральная величина т обозначается как закалочный фактор, а методика использования C-кривой и кривой охлаждения для прогнозирования свойств материала называется анализом закалочного фактора. При проведении такого анализа величину приведенного выше интеграла определяют графически с заданной точностью, применяя способ, показанный на рис. 5.17. Примеры использования анализа закалочного фактора для прогнозирования коррозионной стойкости и предела текучести приведены далее.

Прогнозирование коррозионных свойств. Сплав 2024-Т4 склонен к межкристаллитной коррозии, если во время закалки в нем присутствует критическое количество растворимых выделений; при меньшем количестве выделений коррозия носит питтинговый характер. Для прогнозирования влияния условий охлаждения на коррозионную стойкость сплава строят кривую охлаждения и подсчитывают закалочный фактор, используя С-кривую, приведенную на рис. 5.18. Коррозионные свойства показаны на графике рис. 5.19.
При значениях закалочного фактора т < 1,0 и непрерывном охлаждении преобладающим типом коррозии сплава 2024-Т4 являются питтинговые поражения.

Приведенные зависимости находят применение при изучении влияния предполагаемых изменений технологии охлаждения в расчетах новых охлаждающих систем. Например, целью предлагаемой системы охлаждения для листов сплава 2024-Т4 является уменьшение коробления, но в то же время предотвращается склонность к межкристаллитной коррозии в листах толщиной до 3,2 мм. Коробление имеет место тогда, когда величина термических напряжений, вызванных разницей температур (по длине и ширине листа), превосходит предел текучести. Эта разница уменьшается по мере снижения скорости охлаждения, но при этом склонность к межкристаллитной коррозии возрастает. Анализ закалочного фактора позволяет прогнозировать влияние технологии ступенчатого охлаждения, используемого для снижения коробления, на характер коррозионного поведения материала.
В качестве примера рассмотрим кривые одно-, двух- и трехступенчатого охлаждения, по которым были рассчитаны коррозионные характеристики листа толщиной 3,2 мм сплава 2024-Т4 (закалочный фактор т = 0,99). Эти кривые представлены на рис. 5.20, из их рассмотрения следует, что сплав 2024 можно закаливать со скоростью 475°С/с и выше. Скорости охлаждения менее 150°С/с не использовались. Если охлаждение листа производится обдувкой сжатым воздухом со скоростью теплоотвода 5,68 Вт/м2 на 1°C до 395°С, то скорость охлаждения в интервале от 395 до 150° С должна быть не менее 945°С/с для обеспечения необходимых коррозионных свойств. Можно также закалить лист по трехступенчатой технологии: обдувом сжатым воздухом до 395°С, далее охлаждение в душирующей установке со скоростью охлаждения 3300°С/с до 245°С с последующим охлаждением сжатым воздухом до 150°С. Наиболее существенно то, что охлаждение сжатым воздухом нельзя продолжать до температур ниже 395°С, так как нельзя снова начинать охлаждение сжатым воздухом выше 270°С, даже если в интервале от 395 до 270°С обеспечиваются достаточные скорости охлаждения.

Для подтверждения возможности применения анализа закалочного фактора в целях прогнозирования коррозионных характеристик сплава 2024-Т4 использованы экспериментальные методы непрерывного охлаждения и различные методы ступенчатой закалки. На рис. 5.19 показано влияние способа охлаждения при закалке на характер коррозии образцов из листов сплава 2024-Т4. Полученные результаты подтвердили, что метод анализа закалочного фактора применим для всех способов охлаждения. Установлено также, что глубина коррозионных поражений постепенно возрастает при значениях закалочного фактора свыше 1,0.
Прогнозирование предела текучести представляет собой более сложную задачу, поскольку здесь необходимо знать зависимость между степенью распада твердого раствора и возможностью обеспечения заданного предела текучести в состаренном состоянии. Прочность сплавов серии 7ХХХ является функцией количества растворенного элемента, зафиксированного закалкой в твердом растворе, поскольку в начальной стадии старения происходит образование зон ГП, а затем появляется фаза n'. В этих условиях зависимость между прочностью а, достигаемой после непрерывного охлаждения, и закалочным фактором можно представить в виде следующего уравнения:

где omax — прочность, достигаемая при максимально возможной скорости охлаждения; К = 0,005013 (натуральный логарифм числа 0,995).
Тогда

где t — время, a C99,5 — С-кривая для o99,5; критическое время как функция температуры представляет собой отрезок времени, в течение которого значение прочности снижается до а=99,5 % omax.
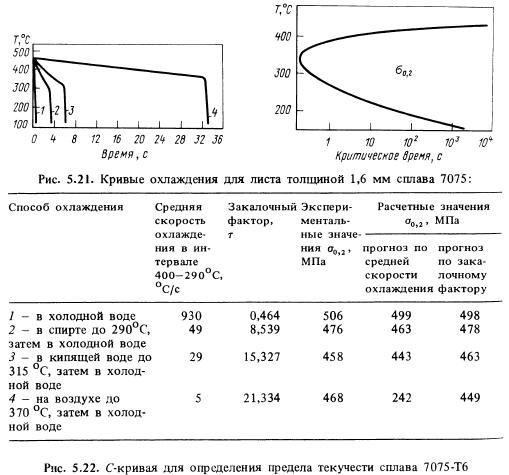
Преимущество прогнозирования предела текучести посредством использования закалочного фактора вместо средней скорости охлаждения показывает следующее сравнение. Четыре образца сплава 7075 были закалены различными способами (рис. 5.21), а затем состарены до состояния Т6 в течение 24 ч при 120°С. Величина предела текучести была определена расчетным путем с использованием средней скорости охлаждения в интервале от 340 до 240°С, а также закалочного фактора. Значения закалочного фактора подсчитывали, исходя из С-кривой для o=99,5omax сплава 7075-Т6 (рис. 5.22), а для определения предела текучести использовали уравнение (3); графически это показано на рис. 5.23.

Значения расчетных величин предела текучести и экспериментальные значения приведены в таблице к рис. 5.21. Расчетные значения предела текучести, полученные с использованием закалочного фактора, хорошо согласуются с экспериментальными значениями для всех образцов, максимальная погрешность составляет 19,3 МПа. Разница между значениями предела текучести, рассчитанными на основании средней скорости охлаждения и экспериментальными значениями, равна 226 МПа.
Преимущество применения закалочного фактора для прогнозирования величины предела текучести на основе кривых охлаждения очевидно. Средняя скорость охлаждения не является определяющим фактором для кривых охлаждения, постоянным в течение длительного времени выше или ниже критического интервала температур от 340 до 290°С, как, например, для кривой 4 рис. 5.21. В таких случаях использование закалочного фактора для прогнозирования предела текучести особенно выгодно.
Размеры и форма полуфабриката. В условиях промышленного производства форма и размеры полуфабрикатов не могут быть выбраны произвольно. Из-за того что теплоотвод при охлаждении ограничен в основном сопротивлением на поверхности контакта с охлаждающей средой, скорость охлаждения является функцией отношения площади поверхности к объему. Величина этого отношения сильно колеблется в зависимости от формы полуфабриката. Для листов и плит, а также других полуфабрикатов такой же формы средняя скорость охлаждения (по измерениям в сердцевине изделий в критическом температурном интервале) меняется с толщиной по сравнительно простому закону:
logr1 = logr2 - klogt,
где r1 — средняя скорость охлаждения пластины толщиной t; r2 — средняя скорость охлаждения пластины толщиной 1 см; К — постоянная.
Экспериментально определенные скорости охлаждения полуфабрикатов толщиной от 1,6 до 20 мм, закаленных в воде разной температуры и в неподвижном воздухе, показаны на рис. 5.24. Экспериментально построенные зависимости между толщиной пластин и диаметром круглых (или размерами квадратных) образцов при равных скоростях охлаждения приведены на рис. 5.25.

Пунктиром в правом верхнем углу рис. 5.24 показаны максимальные скорости охлаждения, рассчитанные для плоскости, проходящей через середину толщины пластины, в предположении, что коэффициент теплопередачи относится к бесконечно большой поверхности, а коэффициент диффузии равен 1400 см2/с. Скоростей, превышающих величины, определенные этой линией, не наблюдалось, хотя скорости, близкие к расчетным, были зарегистрированы при закалке в струях. Поскольку скорости охлаждения, показанные на рис. 5.24, относятся к участкам сечения полуфабриката, наиболее удаленным от поверхности, они являются самыми низкими, которые могут иметь место при закалке листов или плит. Участки металла у поверхности изделия охлаждаются со значительно более высокими скоростями.
Охлаждающая среда. Вода — самая распространенная и наиболее эффективная охлаждающая среда. Из рассмотрения графиков рис. 5.24 следует, что скорость охлаждения уменьшается с повышением температуры воды. Условия, способствующие стабилизации паровой рубашки вокруг охлаждаемого изделия, снижают скорость охлаждения; различные добавки к воде, уменьшающие поверхностное натяжение, оказывают аналогичный эффект. Более медленное охлаждение происходит также при добавке к воде веществ, образующих на горячем металле пленку в виде покрытия, например полиалкиленгликоль. Органические охлаждающие среды обеспечивают более медленное охлаждение, чем вода. Для исследования изотермической закалки (закалка — старение) применялись расплавы солей и легкоплавких эвтектик; такая обработка имеет некоторое преимущество для сплавов, на свойствах которых отрицательно сказывается перерыв между закалкой и старением. Тонкостенные прессованные полуфабрикаты из низколегированных сплавов, которые менее чувствительны к скорости охлаждения (например, сплав 6063), можно закаливать на прессе в струе сжатого воздуха.

Другие факторы. Скорости охлаждения при закалке очень чувствительны к состоянию поверхности. Наименьшие скорости охлаждения наблюдаются у деталей, имеющих чистые, только что механически обработанные или светлые травленые поверхности или если на поверхности детали имеется специальное покрытие для уменьшения теплоотвода. При наличии продуктов окисления или загрязнения поверхности скорость охлаждения возрастает. Дальнейшее увеличение скорости охлаждения возможно путем применения покрытий с низкой отражательной способностью, которые способствуют также ускорению нагрева (рис. 5.26). Шероховатость поверхности оказывает аналогичное действие, что связано, вероятно, с ухудшением стабильности паровой пленки. Для деталей сложной конфигурации, например, отливок или штамповок, от способа погружения в закалочную среду существенно зависит относительная скорость охлаждения детали в различных ее участках, что влияет на механические свойства и величину остаточных напряжений. При закалке прессованных профилей сложной формы с разной толщиной стенок возникает много трудностей в связи с необходимостью снижения коробления и остаточных напряжений. При операциях термообработки основным фактором, определяющим скорость охлаждения, может быть распределение деталей в садке. При закалке погружением необходимо обеспечить соответствующий объем охлаждающей среды, чтобы предотвратить ее чрезмерный перегрев. При закалке в струях воды следует избегать слишком быстрого локального охлаждения.
Разогрев в процессе охлаждения при закалке. Результаты недавно проведенных исследований показывают, что если во время охлаждения при закалке деталь охлаждена ниже критического интервала температур и после этого происходит подъем температуры, то прогнозировать прочность материала не удастся ни с помощью средней скорости охлаждения в критическом интервале температур, ни с использованием анализа закалочного фактора. В этих условиях прочность материала в нагретых участках может быть значительно ниже, чем в других. Возникновение этого явления наиболее вероятно при струйном охлаждении, когда поверхность изделия быстро охлаждается направленной струей, но, если прервать охлаждение, она вновь нагревается потоком тепла от более горячих внутренних участков. В недавно проведенном исследовании приведено объяснение механизма значительного снижения прочности в участках прессованных полуфабрикатов сплава 2024, которые подвергали разогреву в процессе охлаждения в лабораторных условиях. Зарождение выделений затруднено в процессе охлаждения, поэтому образуется небольшое количество фаз S или S'. Предполагается, что во время разогрева из зон ГП, гомогенно образующихся при снижении температуры ниже сольвуса зон ГП при охлаждении, вырастает большое количество выделений.
Прогнозирование прочности полуфабрикатов больших толщин. Влияние скорости закалки на прочностные свойства может быть представлено графиком, сходным с приведенным на рис. 5.16, а скорости охлаждения полуфабрикатов различных форм и размеров могут быть определены из графиков рис. 5.24 и 5.25. Тем не менее прогнозирование механических свойств с учетом обоих видов информации следует производить с осторожностью. Например, встречаются противоречия при сопоставлении свойств полуфабрикатов больших толщин, закаленных с высокими скоростями, со свойствами более тонких полуфабрикатов, закаленных в средах, обеспечивающих более мягкие условия охлаждения. Считается, что одним из источников таких противоречий является разная форма кривых охлаждения; трудность такого рода можно преодолеть, используя для оценки метод анализа закалочного фактора. Другая причина - различие в степени рекристаллизации и текстуре толстых и тонких сечений.
Был проведен тщательный анализ испытаний большого числа производственных партий катаных, кованых и прессованных полуфабрикатов, максимальная разница в толщине которых не превышала 20 см. Установлено, что пределы прочности и текучести уменьшаются при увеличении толщины свыше 25 мм по линейному закону. Это показано на графике изменения средних значений свойств плит сплава 7075-Т651 (рис. 5.27). Изменение хода кривой при толщинах менее 25 мм связано с переходом от полностью рекристаллизованной структуры и частично рекристаллизованной. При повторной термообработке образцов одинаковых размеров, вырезанных из полуфабрикатов толщиной более 25 мм, разницы в прочностных свойствах в зависимости от толщины не обнаружено. Это указывает на то, что скорость охлаждения является основным фактором, определяющим различие в свойствах полуфабрикатов толщиной свыше 25 мм.

Коррозионная стойкость. Скорость охлаждения при закалке оказывает существенное влияние на коррозионную стойкость и тип коррозии термически упрочняемых сплавов. Обширные исследования, выполненные на листах сплава 7075-Т6, показали, что при достаточно высокой скорости охлаждения сплав становится склонным к межкристаллитной и расслаивающей коррозии, а также к коррозии под напряжением.
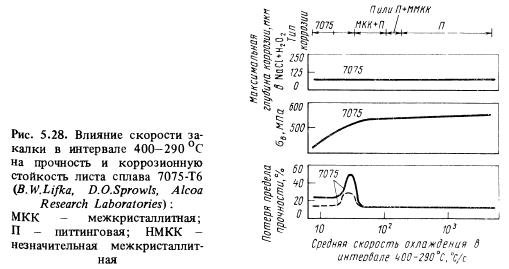
Для изучения изменения коррозионных свойств сплава 7075-Т6 были использованы такие же экспериментальные методы охлаждения, которые применялись при определении критического температурного интервала. Наиболее интенсивное изменение как прочностных, так и коррозионных свойств происходит в одном и том же критическом интервале температур. На рис. 5.28 показана корреляция между пределом прочности, потерей прочности после испытаний в течение 12 недель в 3,5 % NaCl, типом и максимальной глубиной коррозии в растворе NaCl+H2O2 и средними скоростями охлаждения в критическом температурном интервале. Наиболее быстрое снижение прочности имеет место при скоростях охлаждения, несколько превышающих скорости, оказывающие наибольшее влияние на коррозионные свойства. Для полного предотвращения появления межкристаллитной коррозии необходимы скорости охлаждения более 165°С/с, что невозможно обеспечить при закалке массивных полуфабрикатов. Поэтому, если детали больших толщин должны длительно эксплуатироваться в условиях, способствующих возникновению коррозии под напряжением в высотном направлении, предпочтительно использование состояния Т73 для сплава 7075. При низком уровне напряжений в высотном направлении и необходимости повышенного сопротивления расслаивающей коррозии часто применяют сплав 7075 в состоянии Т76 со свойствами, промежуточными между 7075-Т6 и 7075-Т73. Сравнительно недавно разработанные сплавы 7049-Т73 и 7050-Т74 обладают прекрасным сочетанием прочности и сопротивления коррозии под напряжением, особенно в массивных полуфабрикатах.
Задержка охлаждения при закалке. Задержка переноса деталей из нагревательного агрегата в закалочный бак влияет на свойства так же, как уменьшение средней скорости охлаждения. Поскольку скорость охлаждения на воздухе при переносе садки в значительной мере зависит от массы, толщины и расположения деталей в садке и в меньшей степени от температуры воздуха, скорости передвижения садки и излучательной способности материала, допустимое время переноса (или задержки охлаждения) изменяется в зависимости от этих факторов. В некоторых технических условиях регламентируют максимальное время переноса 5—15 с для листов толщиной 0,4—2,0 мм. Анализ закалочного фактора показывает, что максимально допустимое время переноса является также функцией условий последующего охлаждения. Если охлаждение производится менее резко, чем в холодную воду, длительность перерыва между нагревом и охлаждением должна быть меньше.
Вязкость разрушения. Образование выделений при закалке происходит в первую очередь по границам зерен с большими углами разориентировки. Пограничные выделения и связанная с их образованием зона, свободная от выделений, возникающая после старения, представляют собой участки наиболее вероятного направления распространения разрушения. Следовательно, уменьшение скорости охлаждения, как правило, увеличивает долю межкристаллитного разрушения и снижает вязкость разрушения высоколегированных сплавов, особенно в состоянии Т6. Это явление нельзя надежно обнаружить посредством обычного контроля свойств при растяжении, поскольку на величину пределов прочности и текучести и относи тельного удлинения не влияет межкристаллитный характер разрушения. Для этой цели следует использовать образцы либо с острым надрезом, либо с трещиной. Результаты испытаний при внецентренном растяжении надрезанных образцов из листов сплава 7075-Т6, закаленных в холодной и горячей воде, показывают (рис. 5.29), что вязкость разрушения может существенно уменьшаться при незначительном снижении прочности. Интенсивный распад внутри зерен либо в результате дальнейшего уменьшения скорости охлаждения при закалке, либо при перестаривании приводит к уменьшению прочности. При достаточно большом снижении прочности начинается подъем вязкости разрушения (рис. 5.30). Однако наилучшее сочетание прочности и вязкости разрушения имеет материал, закаленный с высокой скоростью охлаждения и состаренный до максимума прочности.

Хотя при применении сплавов системы Al-Mg-Si в ответственных деталях не оговариваются специальные требования по вязкости разрушения, эта характеристика в состояниях Т6 и Т5 может также снижаться, если скорость охлаждения будет достаточно малой и по границам зерен образуются крупные выделения. Это особенно характерно для случая, когда содержание кремния в сплаве превышает количество, необходимое для образования фазы Mg2 Si и при отсутствии элементов - антикристаллизаторов. В исключительных случаях разрушение при растягивающих нагрузках носит полностью межкристаллитный характер.
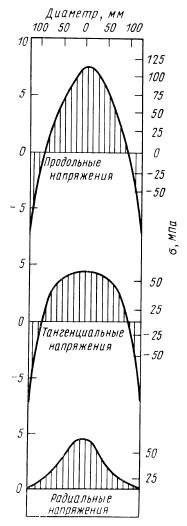
Остаточные напряжения являются следствием температурного градиента при охлаждении. Температурный градиент вызывает пластическую деформацию при неоднородном расширении или сжатии детали в процессе нагрева или охлаждения. Благодаря тому, что поверхность детали охлаждается в первую очередь, поверхностные слои оказывают сжимающее действие на внутренние. Ответная реакция вызывает растягивающие напряжения на поверхности. Поверхностный слой пластически деформируется при растягивающих напряжениях выше напряжения течения материала. В результате суммарного воздействия поверхность детали находится под действием сжимающих напряжений, а сердцевина — растягивающих. Когда деталь полностью охлаждена, в ней сохраняется состояние равновесия, при этом высокие сжимающие напряжения на поверхности уравновешиваются растягивающими во внутренних участках. Обычно сжимающие напряжения в поверхностных слоях цилиндрической детали действуют в двух направлениях (продольном и тангенциальном), а растягивающие напряжения в сердцевине — в трех направлениях (продольном, тангенциальном и радиальном) - рис. 5.31.
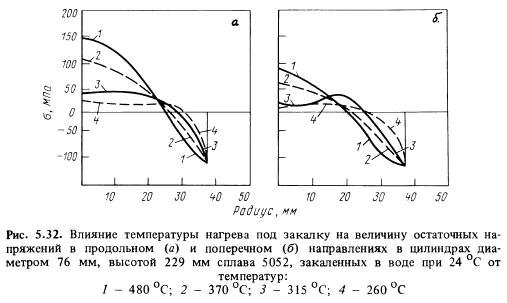
Величина остаточных напряжений непосредственно связана с температурным градиентом при закалке. Факторы, снижающие этот градиент, уменьшают и остаточные напряжения. На температурный градиент влияют температура детали в начальный момент закалки, скорость охлаждения, размеры сечения и разница в размерах сечения для деталей, не имеющих форму пластины. Для детали определенной формы и толщины снижение температуры нагрева под закалку или уменьшение скорости охлаждения приводит к снижению величины остаточных напряжений благодаря уменьшению температурного градиента. Рис. 5.32 и 5.33 иллюстрируют влияние температуры нагрева под закалку и скорости охлаждения соответственно. При данной скорости охлаждения температурный градиент выше в сечении большего диаметра или толщины, чем в более мелких деталях. Поэтому остаточные напряжения в массивных сечениях выше (рис. 5.34). В деталях с большой разницей размеров поперечного сечения высокие градиенты температур могут быть значительно снижены путем использования изоляции или покрытий в более тонких участках, что уменьшает скорость закалки и приближает условия охлаждения к более массивным участкам.
Уровень остаточных напряжений, возникающих при закалке, отличается для различных сплавов. Это связано с существенно различным составом сплава, который определенным образом влияет на величину температурного градиента, и с величиной пластической деформации, имеющей место при закалке. Высокому уровню остаточных напряжений способствуют высокие значения модуля упругости, предела пропорциональности при комнатной и повышенных температурах и коэффициента термического расширения и низкие значения коэффициента теплопроводности. Указанные факторы в разной степени влияют на величину остаточных напряжений; особенно существенно влияние коэффициента термического расширения и предела текучести при повышенной температуре. Например, низкий коэффициент термического расширения может "контролировать" высокий предел пропорциональности; в результате уровень остаточных напряжений будет низким. В другом случае, например в сплаве 2014, могут возникать высокие остаточные напряжения вследствие высокой прочности при повышенных температурах, при среднем уровне коэффициента термического расширения, модуля упругости и коэффициента теплопроводности.

Влияние остаточных закалочных напряжений необходимо учитывать при применении термообрабатываемых деталей. Если детали не подвергают механической обработке, в поверхностных слоях имеют место остаточные сжимающие напряжения, которые благоприятны, поскольку при этом уменьшается вероятность коррозии под напряжением или возникновения усталостного разрушения. Однако в большинстве случаев термически обработанные детали подвергают механической обработке. Если закалочные напряжения не устранены, они могут вызвать нежелательное коробление или изменение размеров при механической обработке. При снятии металла нарушается баланс остаточных напряжений, а новая система напряжений, восстанавливающая равновесие, обычно приводит к короблению детали. Более того, при полностью сбалансированной системе напряжений механически обработанные поверхности готовой детали могут находиться под действием растягивающих напряжений, которые способствуют возникновению коррозии под напряжением или усталостного разрушения.
Из-за большого практического значения остаточных напряжений при применении термически обработанных деталей были разработаны различные методы либо снижения уровня остаточных напряжений, возникающих при закалке, либо устранения их после закалки. Обычно для снятия напряжений в термически обработанных деталях используют механическую и термическую обработки. Для предотвращения возникновения высоких остаточных напряжений при закалке снижают скорость охлаждения с целью обеспечения минимальных температурных градиентов. Общепринятым способом является применение закалочных сред, обеспечивающих менее быстрое охлаждение при закалке деталей неправильной формы, в которых невозможно полностью устранить остаточные напряжения путем последующей холодной деформации (правки). Стандартным методом, используемым с этой целью при закалке штамповок и отливок, является закалка в горячей (60-80°С) или кипящей воде. Однако при этом в некоторых случаях у сплавов, чувствительных к скорости охлаждения, наблюдается снижение механических свойств, в особенности прочности и вязкости разрушения. При снижении скорости охлаждения может также усиливаться склонность к межкристаллитной коррозии. Эффективной закалочной средой для обеспечения минимальных остаточных напряжений и коробления при меньшей потере свойств является жидкий органический полимер — полиалкиленгликоль 10—40 % (объемн.) в водном растворе. При закалке в этой среде на поверхности горячей детали немедленно образуется пленка из жидкого полимера. Благодаря снижению скорости теплоотвода эта пленка уменьшает температурные градиенты. Были предложены другие добавки к воде, например суспензии минеральных порошков. Прессованные и катаные профили можно охлаждать потоком воздуха, водяным туманом или струями воды. С точки зрения экономики производства, сокращения операций правки или упрощения механической обработки часто предпочитают использование более мягких закалочных сред из-за более низкого уровня остаточных напряжений. В других случаях очень важно снизить уровень растягивающих напряжений в механически обработанных участках поверхности готовой детали. При изготовлении крупных, сложных деталей из штамповок или поковок термообработку проводят обычно после черновой механической обработки; это способствует снижению остаточных напряжений.

Благодаря зависимости между прочностными свойствами и остаточными напряжениями разработаны методы анализа, сочетающие прогнозирование свойств на основании анализа закалочного фактора и уровня остаточных напряжений путем анализа теплоотвода и других параметров. В соответствии с одним из таких методов остаточные напряжения могут быть значительно снижены при сохранении прочностных свойств такими же, как при закалке в холодной воде, если скорость охлаждения мала в начальный момент закалки, но затем постепенно увеличивается. Запатентован другой метод, предусматривающий устранение поводок в деталях различной толщины без снижения механических свойств.