



Общие сведения о термической обработке алюминия
Содержание растворимых легирующих элементов в термически упрочняемых сплавах выше равновесного предела растворимости в твердом состоянии при комнатной и повышенных температурах. Концентрация элемента может быть больше или меньше максимальной растворимости, соответствующей эвтектической температуре.
На рис. 5.1, представляющем часть равновесной диаграммы системы Al-Cu, показаны эти два случая, а также температурные области основных режимов термообработки термически упрочняемых сплавов. Пунктирными вертикалями обозначены два сплава, содержащие 4,5 (а) и 6,3 % Cu (б). Поведение этих сплавов и механизм их упрочнения при термообработке аналогичны промышленным сплавам 2025 и 2219 и могут быть применимы к другим термически упрочняемым сплавам.

Диаграмма рис. 5.1 показывает, что независимо от исходной структуры нагрев сплава с 4,5 % Cu в интервале 515-550°С до достижения равновесного состояния приводит к полному растворению меди. Эта операция обычно называется обработкой на твердый раствор или закалкой. При последующем охлаждении до температуры ниже 515°С твердый раствор становится пересыщенным относительно легирующих элементов, реальная растворимость которых при более низких температурах меньше. Этот избыток стремится выделиться из твердого раствора — твердый раствор распадается. Движущая сила этого процесса возрастает с увеличением степени пересыщения и, следовательно, при снижении температуры. Скорость распада зависит также от подвижности атомов, которая уменьшается при снижении температуры. Хотя реакция растворения-выделения в основном обратима при изменении температуры, образование переходных структур во многих сплавах происходит в процессе выделения, а не растворения. Механические и физические свойства зависят не только от того, находится или нет растворенное вещество в твердом растворе, но и от структуры, размеров и дисперсности выделяющихся фаз.
При дальнейшем рассмотрении рис. 5.1 видно, что сплав, содержащий 6,3 % Cu (что превышает предел растворимости при эвтектической температуре), при температуре немного ниже эвтектической состоит из твердого раствора и нерастворенной фазы CuAl2. Если температура выше 515°С, твердый раствор имеет более высокую концентрацию меди, чем в сплаве с 4,5 % Cu. Повышенное содержание меди в твердом растворе создает большую движущую силу для образования выделений при более низких температурах и увеличивает эффект возможного изменения свойств. Фаза CuAl2, нерастворенная при высокой температуре, оставаясь в основном неизменной при нагреве и охлаждении, существенно повышает общий уровень прочности.
Хотя простая диаграмма двойных сплавов Al-Cu удобна для рассмотрения основных принципов термообработки, присутствие примесей или других легирующих элементов изменяет реальные значения пределов растворимости в твердом состоянии и температуры равновесного или неравновесного солидусов. Для более глубокого понимания всех явлений, происходящих при термообработке, необходимо ознакомление с тройными и более сложными фазовыми диаграммами состояния. Введение каждого нового элемента в двойные сплавы создает дополнительные степени свободы для образования фаз и температур превращений, которые не могут быть достаточно точно описаны двумерной диаграммой состояния двойных сплавов.
Пересыщенный твердый раствор, образовавшийся при высокой температуре, можно зафиксировать посредством достаточно быстрого охлаждения с целью сведения к минимуму выделений растворенных атомов в виде крупных некогерентных частиц. Для достижения необходимых механических свойств термически упрочняемых сплавов после охлаждения от температуры закалки используют контролируемое выделение дисперсных частиц при комнатной или повышенных температурах.
У большинства сплавов при комнатной температуре наблюдается изменение свойств после закалки. Это явление называется естественным старением, которое может начинаться сразу после закалки или спустя некоторый инкубационный период. Скорость старения меняется в широких пределах от сплава к сплаву, так что для приближения к стабильному состоянию иногда может быть необходимо всего несколько дней, а в ряде случаев годы. Процесс образования выделений в этих сплавах можно ускорить, а прочностные свойства повысить путем нагрева при повышенных температурах; такая операция носит название искусственного старения или образования выделений при термообработке.
Сплавы с замедленным образованием выделений при комнатной температуре следует подвергать специальному нагреву для достижения максимально возможных прочностных свойств. В некоторых сплавах значительное дополнительное повышение прочности может быть получено в результате определенной контролируемой холодной деформации полуфабриката после закалки. Часть прироста прочности, достигаемого таким путем, объясняется деформационным упрочнением (нагартовкой, наклепом), но, если после холодной деформации следует искусственное старение, превалирующим становится эффект старения. В системе обозначений состояний термически упрочняемых сплавов, введенной Алюминиевой Ассоциацией, указываются различные используемые сочетания и последовательности холодной деформации и старения; они обсуждаются ниже подробно.
F — без какой-либо дополнительной обработки после изготовления. Применяется для обозначения полуфабрикатов, при операциях формообразования которых отсутствует специальный контроль режимов термообработки или нагартовки. Для деформированных полуфабрикатов не указываются пределы механических свойств.
О — отожженное состояние. Применяется для обозначения деформированных полуфабрикатов, подвергаемых отжигу для получения наиболее низких значений прочности, и литых деталей для повышения пластичности и размерной стабильности. После символа О может следовать другая цифра.
W — закаленное состояние, нестабильное. Применимо только для сплавов, самопроизвольно стареющих при комнатной температуре после закалки (естественно стареющие сплавы), при этом специально указывается длительность естественного старения, например W (0,5 ч).
T — термическая обработка для получения более стабильных состояний, чем Г, О или Н. Применяется для полуфабрикатов, подвергаемых термической обработке с дополнительной нагартовкой или без нее.
Вслед за символом T всегда следуют одна или несколько цифр. Естественное старение при комнатной температуре может происходить между или после операций, указанных для состояния Т. Контроль длительности естественного старения производят в случаях, когда это важно с металлургической точки зрения. Цифрами от 1 до 10 обозначают последовательность операций:
T1 — охлаждение от температур горячей деформации (или формообразования) с последующим естественным старением для получения более стабильного состояния. Применимо для полуфабрикатов, не подвергаемых холодной деформации после охлаждения от температур деформации или в которых влияние холодной деформации при прогладке или растяжке не учитывают при установлении гарантируемых механических свойств.
Т2 — охлаждение от температур горячей деформации (или формообразования), нагартовка и последующее естественное старение для получения более стабильного состояния. Применимо для полуфабрикатов, подвергаемых холодной деформации для повышения прочности после охлаждения от температур горячей деформации или в которых влияние холодной деформации при прогладке или растяжке оговаривается при установлении гарантируемых механических свойств.
Т3 — закалка, холодная деформация и последующее естественное старение. После закалки полуфабрикаты подвергают холодной деформации для повышения прочности, при этом влияние холодной деформации при прогладке или растяжке оговаривается в технической документации.
T4 — закаленное и естественно состаренное состояние. Холодная деформация после закалки отсутствует или влияние ее при прогладке или растяжке не оговаривается в технической документации.
Т5 — охлаждение от температур горячей деформации (или формообразования) и последующее искусственное старение. Используется для полуфабрикатов, не подвергаемых холодной деформации после охлаждения от температур горячей деформации или для которых влияние холодной деформации при прогладке или растяжке не оговаривается в технической документации.
Т6 — закаленное и искусственно состаренное состояние. Полуфабрикаты не подвергают холодной деформации после закалки или влияние холодной деформации при прогладке или правке не оговаривается в технической документации.
Т7 — закаленное и перестаренное состояние. Перестаривание обеспечивает получение свойств за максимумом прочности на кривой старения при некоторых специально контролируемых характеристиках.
Т8 — закалка, холодная деформация и последующее искусственное старение. Применимо для полуфабрикатов, подвергаемых холодной деформации для повышения прочности или для которых влияние холодной деформации при прогладке или растяжке оговаривается в технической документации.
T9 — закалка, искусственное старение и последующая холодная деформация. Применимо для полуфабрикатов, подвергаемых в качестве конечной операции холодной деформации для повышения прочности.
T10 — охлаждение от температур горячей деформации, холодная деформация и последующее искусственное старение. Применимо для полуфабрикатов, подвергаемых холодной деформации для повышения прочности или для которых влияние холодной деформации при прогладке или растяжке оговаривается в технической документации.
Закалка или обработка на твердый раствор состоит в нагреве литых или деформированных полуфабрикатов до соответствующей температуры, выдержке при этой температуре, продолжительность которой достаточна для перехода составляющих в твердый раствор, и быстром охлаждении для фиксации твердого раствора. У некоторых сплавов серии 6000 необходимые механические свойства достигаются либо при охлаждении с печью от температуры нагрева под закалку, либо при охлаждении от температур горячей деформации со скоростью, достаточной для того, чтобы избежать распада твердого раствора, что аналогично операции закалки. В таких случаях для дифференциации соответствующих состояний используют обозначения Т3, Т4, Т6, Т7, Т8 и T9.
Для деформированных полуфабрикатов, в которых остаточные термические напряжения уменьшают посредством холодной деформации, используют следующие обозначения:
Т-51 — уменьшение остаточных напряжений после закалки или охлаждения от температур горячей деформации посредством растяжки с определенной степенью деформации в зависимости от вида полуфабриката:

Обработка с обозначением Т-51 применяется для плит, катаных и холоднодеформированных полос и прутков, не подвергаемых дополнительной правке после растяжки.
Применительно к прессованным пруткам, полосам, профилям, трубам и тянутым трубам используются следующие обозначения:
Т-510 — для полуфабрикатов, не подвергаемых дополнительной правке после растяжки.
T-511 — незначительная правка после растяжки для обеспечения стандартных требований по допускам.
T-52 — уменьшение остаточных напряжений сжатием. Применяется для полуфабрикатов, в которых уменьшение остаточных напряжений после закалки или охлаждения от температур горячей деформации производится посредством правки сжатием с остаточной деформацией в пределах 1-5%.
T-54 — уменьшение остаточных напряжений растяжением и сжатием. Применяется для штамповок, остаточные напряжения в которых уменьшают путем холодной калибровки в окончательном штампе.
Te же самые цифры (51, 52, 54) могут использоваться в сочетании с символом состояния W для обозначения нестабильного закаленного состояния полуфабрикатов, для которых необходима правка для уменьшения остаточных напряжений.
Для деформированных полуфабрикатов, термообработанных из состояний О и F без правки после закалки, используются следующие обозначения:
T42 — закалка из состояний О или F и последующее естественное старение до получения устойчивого состояния.
Т62 — закалка из состояний О или F и последующее искусственное старение.
Обозначения Т42 и Т62 используются также для указания состояний полуфабрикатов, термообработанных на предприятиях-потребителях.
Повышение прочности естественно стареющих сплавов может либо продолжаться неопределенно долгое время при комнатной температуре, либо кривая старения выходит на горизонталь. Старение при повышенных температурах характеризуется образованием максимумов на кривых изменения прочности и твердости и последующим снижением этих свойств. Явление разупрочнения, наблюдаемое при длительном старении при повышенных температурах, известно как перестаривание, и оно играет такую же важную роль, как упрочняющие эффекты на предшествующих стадиях обработки. При разупрочнении происходят изменение типа и размера выделений и уменьшение концентрации твердого раствора. Наиболее "мягкое" состояние термически упрочняемых сплавов с наименьшими значениями прочности достигается посредством отжига, при котором из твердого раствора выделяется максимальное количество растворенных элементов в виде относительно крупных некогерентных частиц, расположенных на значительном расстоянии друг от друга.
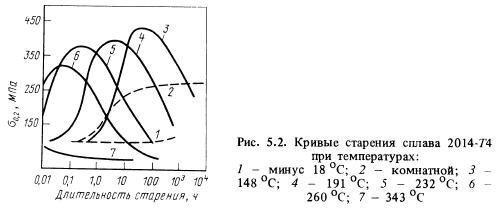
Упрочнение и разупрочнение сплава, связанное с образованием выделений, показано на изотермических кривых старения рис. 5.2, из рассмотрения которых видно влияние температуры и длительности старения, являющихся основными факторами при операциях термообработки. По этим кривым можно также подобрать режимы, обеспечивающие необходимые свойства. Эти кривые иллюстрируют некоторые важные особенности изменения свойств при старении, а именно:
1) упрочнение может быть сильно замедлено или подавлено при снижении температуры старения;
2) скорости упрочнения и последующего разупрочнения увеличиваются с повышением температуры;
3) абсолютные значения максимальных прочностных свойств снижаются при повышении температуры;
4) при достаточно высоких температурах никакого упрочнения не наблюдается; процесс выделения приводит лишь к разупрочнению.
При выборе температурно-временных режимов, обеспечивающих получение максимальных прочности и твердости в промышленных полуфабрикатах, учитываются в комплексе все выше перечисленные особенности наряду с экономическими соображениями.
При установлении промышленных режимов предпочтение отдают таким, при которых обеспечивается растянутый максимум на кривых старения. Рассмотрев разницу в поведении при старении на кривых рис. 5.2, вернемся снова к диаграмме рис. 5.1, где показаны диапазоны температур для различных операций термообработки. Так, интервал температур отжига (см. рис. 5.1) соответствует кривой старения при 343°С (см. рис. 5.2), в то время как для операции искусственного старения характерны кривые в интервале 150—260 °С.