



Световая микроскопия деформируемых алюминиевых сплавов
Световая микроскопия является основным инструментом для микроструктурного анализа алюминиевых сплавов и ее рекомендуется использовать до применения электронной оптики. Световые микроскопы могут дать увеличение до 1500 и имеют разрешающую способность до 0,1 мкм. Световая микроскопия позволяет выявлять большинство фаз достаточного размера (> 1 мкм), определить размер и характер распределения нерастворимых частиц, а также зеренную структуру алюминия или твердого раствора. С помощью световой микроскопии можно также установить толщину плакировки и глубину диффузии, тип и глубину коррозионного поражения, частичное оплавление вследствие перегрева, присутствие посторонних неметаллических включений или грубых интерметаллических фаз. Световая микроскопия не выявляет ни частиц выделений, благодаря которым происходит упрочнение при старении, ни расположения дислокаций; иногда путем травления или специальной подготовки образцов можно сделать некоторые выводы относительно этих особенностей. Как правило, более глубокий анализ выделений и дислокационной структуры входит в задачи электронной микроскопии.
Идентификация основных составляющих или интерметаллических фаз является главной задачей исследования с помощью световой микроскопии. Эти фазы появляются вследствие равновесных или неравновесных реакций и изменений, происходящих в сплаве при литье, механической и термической обработках. Образование фаз описывается равновесными диаграммами двойных, тройных, четверных и более сложных систем. Кристаллическая структура и химический состав этих фаз уже определены, и их особенности можно наблюдать благодаря присущим им оптическим свойствам или различной травимости. Более подробные сведения по этому вопросу изложены в работе. В случае исследования нестандартных образцов или некоторой неопределенности в результатах оптический анализ может быть дополнен или заменен электронно-микроскопическим или электронно-дифракционным методами, которые обычно дают более точное представление.
Алюминиевые деформируемые сплавы обычно получают из слитков, которые в процессе всей последующей механической и термической обработки претерпевают различной степени изменения литой структуры. Эти изменения относительно незначительны для деформированных полуфабрикатов крупных форм, изготавливаемых методом горячей деформации, таких как поковки, толстые плиты и крупногабаритные профили. Отклонения от структуры слитка усиливаются по мере возрастания суммарной степени деформации первоначальной площади поперечного сечения слитка, а также числа операций термообработки, например отжигов и закалок. Видимые изменения литой структуры состоят в следующем:
- изменение состава и кристаллического строения фаз вследствие подавления перитектических реакций в процессе литья;
- растворении наиболее растворимых фаз, их сфероидизации и коалесценции с целью уменьшения поверхностной энергии;
- образовании при повышенных температурах выделений тех элементов, которые в литом состоянии находятся в пересыщенном твердом растворе;
- механической фрагментации хрупких интерметаллических фаз и расположении этих фаз в направлении главной деформации;
- деформировании исходных зерен литой матрицы и последующем возврате или рекристаллизации.
Для других процессов изготовления деформируемых полуфабрикатов, таких как порошковая металлургия, микроструктура зависит от метода получения порошков, режима компактирования и спекания заготовок.
Деформируемые сплавы делятся на семь основных серий (классов) в зависимости от основных легирующих элементов. Каждый класс имеет свою типичную микроструктуру, которая и определяется различием в легирующих элементах. В данной главе приведены описания типичных микроструктур для каждого класса сплавов и показано, как постепенно изменяется микроструктура от слитка до конечного деформируемого полуфабриката.
Кроме того, сплавы подразделяются на две категории в зависимости от того, упрочняются ли они только холодной деформацией (нагартовкой) или термической обработкой - закалкой и старением (дисперсионным твердением). Первый вид упрочнения характерен для сплавов серий 1ХХХ, ЗХХХ, 4ХХХ и 5ХХХ, второй — для сплавов серий 2ХХХ, 6ХХХ и 7ХХХ.
Сплавы серии 1XXX или алюминий промышленной чистоты. Вследствие того что железо и кремний являются постоянно присутствующими примесями в алюминии и растворимость железа в алюминии в твердом состоянии очень мала, фазы Al-Fe или Al-Fe-Si присутствуют во всех сплавах этого класса, кроме особо чистого алюминия. В литом состоянии в структуре сплавов можно обнаружить все фазы, которые находятся в равновесии с алюминием: FeAl3, Fe3SiAli2 или Fe2Si2Al9. Кроме того, в случае кристаллизации с высокими скоростями охлаждения возможно образование нескольких метастабильных неравновесных фаз. Примером является фаза FeAl6 с такой же кристаллической структурой, что и фаза MnAl6. Примеси или небольшие добавки таких элементов, как медь и марганец, содержания которых недостаточно для образования своих собственных фаз, влияют на тип и количество менее стабильных фаз. Для идентификации этих фаз необходимы высокая разрешающая способность и практический опыт. Последующая термическая обработка обычно приводит эти фазы в равновесное состояние.
Сплав 1100. На рис. 3.1. показана типичная структура алюминия марки 1100 в литом состоянии; на рис. 3.2 видно влияние высокотемпературной обработки перед деформацией; рис. 3.3 демонстрирует перераспределение составляющих в типичной деформированной структуре. В зеренной структуре отожженного листа (рис. 3.4) заметно незначительное отклонение от равновесности из-за присутствия обогащенных железом частиц. Очевидно, что форма частиц второй фазы находится в прямой зависимости от количества железа.

Сплавы серии ЗХХХ (система Al-Mn). Широко известный сплав 3003 представляет собой практически алюминий 1100 с добавкой марганца. Основными фазами в сплавах этой серии являются (Mn, Fe) Al6 и (Fe, Mn)3Al12. В литом состоянии (рис. 3.5) доминирующей является первая фаза; последующая термическая обработка вызывает превращение ее во вторую фазу путем замедленной перитектической реакции (рис. 3.6). Центральные части первичных дендритов твердого раствора пересыщены марганцем, выделяющимся впоследствии в виде дис-персоидов (рис. 3.7). Зерна, образующиеся после отжига деформированного материала, более сплющены или вытянуты, чем в алюминии 1100, главным образом из-за присутствия дисперсоидов (рис. 3.8). Некоторое количество марганца остается в твердом растворе. Несколько сплавов этого класса содержат также магний, который благодаря своему сродству к кремнию имеет тенденцию к изменению фазовых пропорций в направлении образования фазы (Mn, Fe) Al6.


Сплавы серии 5XXX (система Al - Mg). Магний присутствует в твердом растворе во многих деформируемых сплавах; он образует эвтектику Mg2Al3, количество которой в слитке в литом состоянии увеличивается с ростом содержания магния (рис. 3.9). Аналогичным образом магний образует фазу Mg2 Si, но растворимость этой фазы понижена, поэтому определенное ее количество может выделиться из раствора и обнаруживаться в деформируемых полуфабрикатах (рис. 3.10). При концентрации магния свыше 3,5 % в процессе низкотемпературной термической обработки может происходить выделение фазы Mg2Al3 или метастабильной фазы Mg2 Al3 по границам зерен или внутри зерна (рис. 3.11). Часто в сплавах этого класса легирующей добавкой является хром, который присутствует в виде дисперсоидов Cr2Mg3Al18. При наличии марганца фазы, содержащие железо, становятся очень сложными по составу, а фаза MnAl6, по-видимому, также содержащая некоторое количество хрома, обнаруживается как дисперсоид. Холодная деформация сплавов Al-Mg вызывает образование полос деформации, которые декорируются частицами выделений, содержащих магний (рис. 3.12).


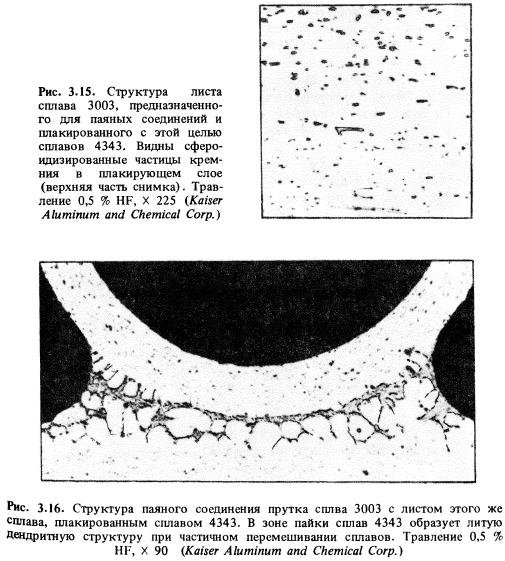
Сплавы серии 4ХХХ (система Al-Si). Большинство деформируемых сплавов серии 4ХХХ, кроме применения в архитектуре и для изготовления штампованных пистонов, используются в качестве присадочной проволоки или припоя. Однако высокие характеристики сварного или паяного соединения зависят от однородности и величины зерна исходной деформированной структуры. В литой структуре сплавов этой серии обычно присутствуют кремний и фаза Fe2Si2Al9 (рис. 3.13). Термическая обработка способствует коалесценции и сфероидизации кремния (рис. 3.14), в то время как нерастворимая фаза, содержащая железо, остается без изменения. На рис. 3.15 показан плакирующий слой из сплава 4343 на листе сплава 3003, используемом для паяных конструкций; на рис. 3.16 представлено паяное соединение сплава 3003 с таким листом. Из-за перемешивания сплавов в процессе пайки иглообразные выделения фазы Fe2Si2Al9 замещаются полигональной фазой (Fe, Mn)3SiAli2.
Перемешивание приводит также к изменению состава в зоне паяного соединения.

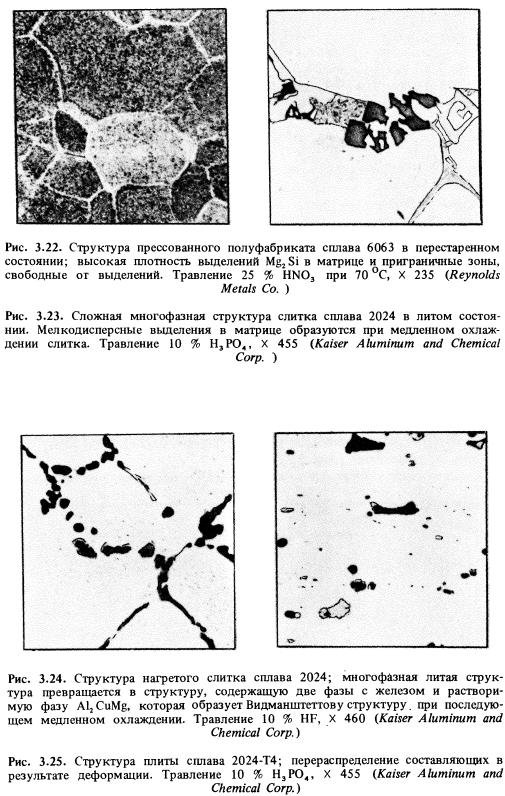
Сплавы серии 6ХХХ (система Al-Mg-Si). Сплавы этой системы основаны на растворимости Mg2Si, и поэтому они упрочняются старением (дисперсионное твердение). Если сплав не содержит марганца или хрома, образуются обогащенные железом фазы Fe3SiAli2, Fe2Si2Al9 или смесь этих двух фаз в зависимости от соотношения магния, кремния и железа. Марганец и хром стабилизируют фазу (Fe, Mn, Cr)3SiAl12. В низколегированных сплавах, таких как 6063, нагрев литой структуры (рис. 3.17) при сравнительно невысоких температурах вызывает полное растворение фазы Mg2Si (рис. 3.18). В более легированном сплаве 6061 обычно имеется избыток Mg2Si при температуре растворения, и в случае медленного охлаждения выделения этой фазы образуют видманштеттову структуру (рис. 3.19). На рис. 3.20 показан сплав 6061 в термически обработанном состоянии, причем четкой разницы в микроструктуре состояний T4 и T6 не наблюдается. Различие в указанных состояниях может быть выявлено только с помощью специального травления (рис. 3.21), и этот метод является наилучшим из существующих стандартных методов для этой цели. Некоторые сплавы серии 6ХХХ, используемые для электрокабелей, применяются в перестаренном состоянии и при травлении вдоль границ зерен выявляются светлые участки, которые представляют собой зоны, свободные от выделений (рис. 3.22).



Сплавы серии 2ХХХ (система Al-Cu). Эти сплавы обычно имеют сложный состав благодаря большому количеству добавок, вводимых для обеспечения необходимой прочности, коррозионной стойкости или контролируемого размера зерна. Сплав 2024, содержащий Cu, Mg, Mn, Fe и Si, имеет многофазную структуру в литом состоянии (рис. 3.23), состоящую из фаз (Mn, Fe) 3SiAli2, Mg2Si, CuAl2 и Al2CuMg; иногда присутствуют также (FeMn)Al3 или (Mn, Fe) Al6. При последующем нагреве (рис. 3.24) растворяется большая часть меди и магния, но некоторое количество Al2CuMg и, по-видимому, CuAl2 остаются вне твердого раствора. Все фазы, содержащие железо, претерпевают превращение в фазу Al7Cu2Fe. Одновременно марганец выделяется из твердого раствора в виде дисперсоидов Cu2Mn3Al2O. При медленном охлаждении выделения Al2CuMg образуют видманштеттову структуру.
Обычно в структуре деформированного полуфабриката сплава 2024-Т4 видны округлые выделения Al2CuMg в виде нерастворенной избыточной фазы, неправильной формы частицы непрореагировавшей фазы (MnFe)3SiAl12 и продукты реакции Al7Cu2Fe наряду с мелкодисперсными выделениями Cu2Mn3Al20 (рис. 3.25). Присутствие дисперсоидов способствует тому, что зерна, формирующиеся в процессе нагрева под закалку, несколько вытягиваются или становятся более плоскими. Зеренный контраст в сплавах, легированных медью, наблюдается в результате сочетания питтингового травления и высаживания меди на зернах, подверженных более быстрому растворению (рис. 3.26). Это свойство травления можно использовать для обнаружения в листах диффузии меди в плакировку из чистого алюминия. Магний также диффундирует, но его диффузия не видна в световом микроскопе.
Сплав 2014 отличается от сплава 2024 тем, что содержание магния в нем ниже, а кремния выше. Высокое содержание кремния стабилизирует единственную фазу, содержащую железо: (Mn, Fe) 3 SiAl12.
Фаза CuAl2 и четверная фаза Cu2Mg8Si6Als являются растворимыми, а вместо дисперсоидов Cu2Mn3Al20, по-видимому, появляются выделения Mn3SiAl12 (рис. 3.27). Более высокая концентрация дисперсоидов и резко выраженная полосчатость, унаследованная от литой структуры, приводят к образованию сильновытянутых, рекристаллизо-ванных зерен (рис. 3.28).


Сплав 2011 более прост по химическому составу (Al -Cu-Fe-Si), но содержит добавки свинца и висмута, вводимые для улучшения обрабатываемости резанием. После кристаллизации и термической обработки в сплаве присутствуют фазы Al7Cu2Fe (нерастворимая) и CuAl2 (обычно в количестве, превышающем растворимость в твердом состоянии). Фаза, содержащая Pb и Bi, первой выделяется из расплава в то время, когда еще происходит кристаллизация, и располагается в междендритных ячейках; полное затвердевание этой фазы заканчивается при очень низкой температуре. В процессе нагрева под закалку наблюдается сфероидизация этой фазы; после охлаждения от температуры закалки структура ее полностью сформирована (рис. 3.29).
Ввиду того что температуры нагрева под закалку для сплавов серии 2ХХХ близки к равновесному солидусу, перегрев этих сплавов рискован и необходим контроль микроструктуры. На первой стадии перегрева появляются розетки, представляющие собой оплавление нерастворившейся эвтектики (рис. 3.30). Охлаждение таких оплавленных участков приводит к образованию розеток. При более сильном перегреве происходит оплавление границ зерен, особенно в местах стыка трех зерен, что является сигналом начала расплавления твердого раствора.

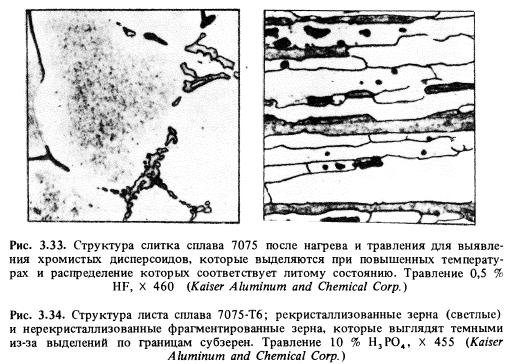
Сплавы серии 7ХХХ (система Al-Zn). Цинк в значительных количествах растворим в алюминии и сам по себе не оказывает существенного влияния на микроструктуру таких простых по составу сплавов, как 7072. Однако сплавы этой серии очень часто содержат магний и медь, а также легирующие добавки хрома, марганца или циркония наряду с постоянно присутствующими примесями железа и кремния. В литой структуре сплава 7075 образуются одна или несколько разновидностей фазы (Fe, Cr)3SiAl12, Mg2Si и псевдобинарная эвтектика, состоящая из алюминия и MgZn2 (рис. 3.31). Последняя фаза содержит также Al и Cu, которые замещают Zn, поэтому состав фазы может быть выражен как Mg (Zn, Cu, А1)2. При последующем нагреве происходит превращение фаз, обогащенных железом, в фазу Al7Cu2Fe (рис. 3.32). Фаза Mg2Si относительно мало растворима и проявляется склонность к сфероидизации; Mg (Zn, Cu, А1)2 начинает быстро растворяться, и в это же время происходит выделение фазы Al2CuMg, для последующего полного растворения которой необходим высокотемпературный длительный нагрев. Хром выделяется в виде дисперсоидов Cr2Mg3Al18, которые концентрируются в основном в участках первичных дендритов (рис. 3.33). После закалки, обеспечивающей полный перевод в твердый раствор хорошо растворимых легирующих элементов, деформируемый сплав содержит фазы Al7Cu2Fe, (Fe, Cu)3SiAl12 и Mg2Si наряду с дисперсоидами. Рекристаллизованные зерна очень сильно вытянуты или сплющены из-за строчечного расположения дисперсоидов, а нерекристаллизованные участки довольно часто встречаются даже в листах (рис. 3.34). В нерекристаллизованных участках видны очень мелкие субзерна, границы которых декорированы выделениями, образующимися при старении. Это более отчетливо заметно в горячедеформированных полуфабрикатах (рис. 3.35), особенно в приповерхностных слоях, подвергшихся наиболее высокой деформации, где критическая деформация приводит к образованию очень крупных рекристаллизованных зерен. Дисперсоиды препятствуют рекристаллизации и способствуют образованию мелкозернистой субструктуры. Фаза ZrAl3 когерентна с матрицей и оказывает аналогичное влияние.
Отжиг термически обрабатываемых сплавов преследует две цели:
1) снятие остаточных напряжений, вызванных холодной деформацией;
2) выделение растворимых фаз из твердого раствора. В последнем случае охлаждение проводится с контролируемой скоростью и приводит к беспорядочному распределению выделений (рис. 3.36). Присутствие этих выделений в отожженном состоянии (состояние "0") Делает зеренную структуру трудно выявляемой.
Другие сплавы средней и высокой прочности серии 7ХХХ представляют собой, по сути, модификации сплава 7075. В сплаве 7050 с более высоким содержанием меди и цинка имеется большее количество фазы Al2CuMg, которую необходимо растворить при нагреве под закалку. В менее легированных сплавах происходит быстрое растворение всех фаз, обогащенных цинком. Признаком перегрева в сплавах класса 7ХХХ обычно считается образование отдельных участков с необычным скоплением фазы Al2CuMg. Температура солидуса гомогенного сплава значительно выше температурного интервала закалки. Однако при наличии фазы Al2CuMg очень высокие скорости нагрева могут привести к появлению розеток из-за недостатка времени для прохождения процесса диффузии и растворения частиц до момента, когда температура нагрева превысит неравновесную температуру эвтектики.

Характеристика микроструктуры сплава включает несколько аспектов. Например, размеры и распределение интерметаллидов, образующихся при затвердевании, зависят от скорости теплоотвода. Степень измельчения и характер распределения интерметаллидов зависят от суммарного накопленного количества механической деформации. Количество избыточной растворимой фазы обусловлено конкретным составом сплава в пределах стандарта и режимом термической обработки. Количество и размер дисперсоидов зависят от конкретного состава сплава и всего цикла термической обработки, а также от степени механической деформации. Степень возврата и рекристаллизации, размер и форма рекристаллизованных зерен в большой мере определяются всеми выше указанными факторами, а также скоростью нагрева. Понимание этих взаимосвязей важно для правильного объяснения особенностей микроструктуры.